
聯(lián)系方式
- 聯(lián)系人: 吳經(jīng)理
- 手機:18970091710
- 電話(huà):13507910339
- 郵箱:5880818@qq.com
- 地址: 中國 江西 南昌 青山湖區 解放東路青山湖南大道金城國際鋼材市場(chǎng)43棟20號
- 郵編:330000
產(chǎn)品列表
-
 新余鋼板卷折加工鋼板南昌鐵板中厚板批發(fā) ¥2800.0元/件 議價(jià)
新余鋼板卷折加工鋼板南昌鐵板中厚板批發(fā) ¥2800.0元/件 議價(jià) -
 槽鋼批發(fā)現貨江西黑鐵槽鋼一件鋼材 ¥2800.0元/噸 議價(jià)
槽鋼批發(fā)現貨江西黑鐵槽鋼一件鋼材 ¥2800.0元/噸 議價(jià) -
 螺旋管現貨江西螺旋管批發(fā)一件螺旋管廠(chǎng)家 ¥2800.0元/噸 議價(jià)
螺旋管現貨江西螺旋管批發(fā)一件螺旋管廠(chǎng)家 ¥2800.0元/噸 議價(jià) -
 螺紋鋼批發(fā)大量庫存螺紋鋼現貨一件螺紋鋼 ¥2800.0元/噸 議價(jià)
螺紋鋼批發(fā)大量庫存螺紋鋼現貨一件螺紋鋼 ¥2800.0元/噸 議價(jià) -
 貴溪角鋼三角鋼批發(fā)南昌黑鐵63角鋼 ¥2800.0元/噸 議價(jià)
貴溪角鋼三角鋼批發(fā)南昌黑鐵63角鋼 ¥2800.0元/噸 議價(jià) -
 南昌花紋板江西防滑板4.0花紋板現貨 ¥2800.0元/噸 議價(jià)
南昌花紋板江西防滑板4.0花紋板現貨 ¥2800.0元/噸 議價(jià) -
 南昌焊接鋼管批發(fā)江西焊管現貨廠(chǎng)家贛州焊管現貨 ¥2800.0元/噸 議價(jià)
南昌焊接鋼管批發(fā)江西焊管現貨廠(chǎng)家贛州焊管現貨 ¥2800.0元/噸 議價(jià) -
 工字鋼加工16工字鋼現貨江西工字鋼批發(fā)廠(chǎng)家 ¥2800.0元/噸 議價(jià)
工字鋼加工16工字鋼現貨江西工字鋼批發(fā)廠(chǎng)家 ¥2800.0元/噸 議價(jià)
詳情
重型熱軋H型鋼在大跨度桁架和鋼梁中的焊接應用
隨著(zhù)熱軋H型鋼應用的不斷發(fā)展,國產(chǎn)重型熱軋H型鋼正式市場(chǎng)化,在國內應用于大型公共建筑中。以大跨度樓面桁架的應用為例,介紹了重型熱軋H型鋼的焊接方法及焊接過(guò)程的工藝措施,通過(guò)分析焊接過(guò)程中容易出現的各種問(wèn)題,提出檢測及解決的方法,為重型熱軋H型鋼進(jìn)一步工程應用提供重要借鑒與參考。
隨著(zhù)熱軋H型鋼應用的不斷發(fā)展,國產(chǎn)重型熱軋H型鋼正式市場(chǎng)化,在國內應用于大型公共建筑中。以大跨度樓面桁架的應用為例,介紹了重型熱軋H型鋼的焊接方法及焊接過(guò)程的工藝措施,通過(guò)分析焊接過(guò)程中容易出現的各種問(wèn)題,提出檢測及解決的方法,為重型熱軋H型鋼進(jìn)一步工程應用提供重要借鑒與參考。
序言
在洛陽(yáng)市科技館工程中,五層樓面結構采用大跨度鋼桁架空間結構,桁架為H型截面的雙層桁架,跨度54m,在十字交叉處桁架跨度75m,鋼材選用牌號為Q390GJC的重型熱軋H型鋼板厚達70mm,該重型熱軋H型鋼應用于國內大跨度公共建筑主體結構上。
在高層或超大跨度的公共建筑中,往往通過(guò)各種復雜的空間結構來(lái)實(shí)現建筑的結構設計,而重型熱軋H型鋼的應用,可獲得更加優(yōu)化的結構性能。熱軋H型鋼相對于焊接H型鋼而言,其截面尺寸更加標準,材料性能較好,大大降低了焊接與焊縫檢測工作量,為現場(chǎng)施工提供便利性。目前,國內熱軋H型鋼的使用量在鋼結構工程中占比較小,主要在工業(yè)建筑領(lǐng)域應用較多[1],在民用建筑領(lǐng)域還有較大的發(fā)展空間。
2
390GJC重型熱軋H型鋼技術(shù)指標
2.1 力學(xué)性能與化學(xué)成分
Q390GJC鋼力學(xué)性能見(jiàn)表1。由表1可知,材料具有較高的屈服強度和抗拉強度、較高的儲備。由鋼材的斷面收縮率性能可看出,選用的重型熱軋H型鋼在頸縮區的應力狀態(tài)產(chǎn)生的塑性變形量?jì)?yōu)于普通鋼材,滿(mǎn)足厚度方向抗撕裂性能。
表1 Q390GJC鋼力學(xué)性能
Q390GJC 鋼化學(xué)成分見(jiàn)表2 。由表2可知,該鋼中添加了V、Ti、Nb等合金元素,且wV+Ti+Nb=0.1%、碳當量CEV=0.45%,焊接裂紋敏感性指數Pcm=0.275%。通過(guò)以上指標可看出,鋼材抗開(kāi)裂性?xún)?yōu)良,焊接冷裂紋敏感性好,但在焊接工程中需嚴格控制預熱、層間溫度,焊后進(jìn)行保溫處理[2]。
表2 Q390GJC鋼化學(xué)成分(質(zhì)量分數)(%)
2.2 焊接材料性能
根據390GJC鋼的材料成分確定焊接材料,選用氫含量較低的焊接材料,確保與母材強度等強。工程現場(chǎng)選用了T492T1-1C1A型藥芯焊絲,保護氣體為純度99.98le;-40℃)的CO2。焊絲的化學(xué)成分見(jiàn)表3,其熔敷金屬的力學(xué)性能見(jiàn)表4。
表3 焊絲的化學(xué)成分(質(zhì)量分數)(%)
表4 焊絲熔敷金屬的力學(xué)性能
3
焊接工藝
3.1 焊接方法及設備
在焊接工作開(kāi)始前,針對該工程390GJC鋼的焊接施工特點(diǎn),按照GB 50661—2011《鋼結構焊接規范》[3]進(jìn)行工藝評定試驗,確定焊接方法、焊接材料、焊接道次、坡口形式及預熱溫度等基本信息。為確定切合實(shí)際的工藝參數和焊接措施,選場(chǎng)具有代表性的母材、焊絲等,由焊接人員在同環(huán)境條件下施焊,焊接完成后進(jìn)行檢測,并出具焊接工藝評定報告。
該工程結構主要是外露型構件,根據現場(chǎng)施工條件,結合鋼材焊接性能,采用CO2藥芯焊絲氣體保護焊進(jìn)行焊接。該方法由于熔敷速度為焊條電弧焊的2~3倍,且焊接時(shí)更加穩定,容易脫渣,產(chǎn)生的飛濺較少,因此焊道成形更加美觀(guān)。在現場(chǎng)焊接過(guò)程中,更加適應現場(chǎng)的用電環(huán)境,適應焊接電流、電弧電壓條件范圍廣。根據鋼材的材料性能以及H型鋼的板厚,確定焊接時(shí)的預熱溫度為80℃,層間溫度≤200℃,在焊前對坡口進(jìn)行砂輪打磨,焊接道次間需清理焊渣及飛濺物,主要焊接參數見(jiàn)表5。
表5 主要焊接參數
3.2 焊接節點(diǎn)構造
焊接的節點(diǎn)主要為單邊V形坡口,如圖1所示。坡口采用切割機加工,用角磨機修磨。在對接接頭和T形接頭的兩端安裝引弧板與引出板,在焊條電弧焊或者半自動(dòng)焊時(shí),尺寸一般50mm×30mm×t(t為板厚),自動(dòng)焊時(shí)一般為120mm×80mm×t,選擇與H型鋼母材性能相近的板材,焊后通過(guò)氣割的方式進(jìn)行切割并磨平。
a)對接接頭 b)T形接頭
圖1 不同接頭的坡口形式
根據15G909-1—2015《鋼結構連接施工圖示(焊接連接)》[4]確定該工程的H型鋼上下翼緣過(guò)焊孔的切角構造,如圖2所示。熱軋H型鋼下翼緣上平焊坡口側腹板與翼緣連接焊縫更近,在熱影響區更容易形成應力集中,因此過(guò)焊孔大小與加工質(zhì)量對焊接質(zhì)量影響較大,此次應控制過(guò)焊孔R角半徑為45mm。
a)對接接頭坡口 b)T形接頭坡口
圖2 過(guò)焊孔切角構造
3.3 焊接質(zhì)量控制
(1)焊接質(zhì)量要求
該工程H型鋼構件現場(chǎng)拼接接頭上下各100mm,以及框架梁柱節點(diǎn)梁的翼緣上下各600mm范圍內,均要求全熔透焊接,焊縫等級為其他坡口焊縫要求全熔透焊接的質(zhì)量等級為二級,部分坡口焊縫及部分外加貼腳焊縫的質(zhì)量等級為三級,角焊縫按三級焊縫檢測。焊縫的表面缺陷要100%進(jìn)行檢測,不能存在裂紋、焊瘤等缺陷。當采用重型熱軋H型鋼進(jìn)行組裝焊接時(shí),僅考慮組裝接頭即可,重型熱軋H型鋼本身為一體鑄造結構,相對于焊接H型鋼,不僅結構更可靠,而且內部應力小,對結構更有利。
焊接作業(yè)前,檢查焊接現場(chǎng)條件是否滿(mǎn)足焊接工藝評定試驗結果的要求,尤其是焊絲、保護氣體等。由于焊接時(shí)溫度較低,所以焊前預熱及焊后保溫措施應嚴格按照評定的標準進(jìn)行[5]。在焊接過(guò)程中,應在試弧板上對比調試焊接電流、電弧電壓,確保符合工藝評定的要求。
(2)焊接順序
該工程重型熱軋H型鋼焊接主要為桁架桿件現場(chǎng)拼裝焊縫的焊接。確定焊接順序時(shí)主要是以焊接變形少為原則,采用對稱(chēng)焊接方式,先焊接變形量大的部位,焊接時(shí)平衡加熱量以降低焊接應力的不利影響。具體焊接順序如下:①先焊主弦桿的對接焊縫。②再焊斜腹桿與主弦桿焊縫。③H型鋼的兩條焊縫不同時(shí)焊接。沿中間向兩邊的方向進(jìn)行對稱(chēng)跳焊,以減少扭曲變形的發(fā)生。
(3)焊前預熱及保溫措施
該工程使用熱軋H型鋼的樓面桁架正好處于冬季施工中,對于低溫條件下焊接的低合金鋼采用焊前預熱和焊后熱處理措施,平衡加熱,使焊接變形和收縮量減小[6]。預熱及焊后熱處理的溫度按照焊接工藝評定要求進(jìn)行控制,主要采用電加熱法進(jìn)行焊前預熱及層間溫度加熱,板厚<20mm時(shí)也可用火焰加熱。預熱的溫度采用接觸式熱電偶測溫儀進(jìn)行測量,焊接接頭兩端板厚不同時(shí),以厚板確定預熱溫度。預熱時(shí),在焊縫的兩側進(jìn)行加熱,加熱寬度為焊件待焊處厚度的1.5倍以上,且需>100mm,在加熱區域鋼材背面測溫,測量點(diǎn)在距電弧經(jīng)過(guò)前的焊接點(diǎn)各方向≥75mm處,根據板厚不同,適當提高正面預熱溫度,從而使全板厚達到規定的預熱溫度;當用火焰加熱器時(shí)正面測量應在加熱停止后進(jìn)行。層間溫度范圍的值與預熱溫度相同,其值應滿(mǎn)足母材熱影響區不過(guò)熱的要求,焊接層間溫度低于250℃。焊后進(jìn)行消氫熱處理,在焊接完成后立即加熱到300~350℃。保溫時(shí)間按每25mm板厚≥1h確定,達到保溫時(shí)間后用巖棉被包裹緩冷。其加熱、測溫方法和操作人員培訓要求與預熱相同。焊后如果進(jìn)行焊縫返修,需要在焊接返修處以高于正常預熱溫度50℃的溫度進(jìn)行預熱,且預熱的區域也需要加寬,以防止產(chǎn)生焊接裂紋。
根據現場(chǎng)施工進(jìn)度,鋼結構提升完成預計在11月底,為地減小溫度變化在結構上產(chǎn)生的內力和變形,在跨度較大位置的接頭焊接需要嚴格控制環(huán)境溫度,選擇在天氣晴朗的中午前后,此時(shí)溫度與該市全年平均氣溫接近。其他環(huán)境下,當環(huán)境風(fēng)速>2m/s時(shí),應采用適當的擋風(fēng)措施或采用抗風(fēng)式焊機;當環(huán)境風(fēng)速>8m/s或相對濕度≥80%時(shí),需停止露天焊接。
4
焊接常見(jiàn)問(wèn)題及解決措施
4.1 焊縫檢測方法
根據GB 50205—2020《鋼結構工程施工質(zhì)量驗收標準》[7]和GB 50661—2011《鋼結構焊接規范》[3]的規定進(jìn)行焊縫檢測,其中全熔透焊縫全部進(jìn)行超聲波或射線(xiàn)檢測,二級焊縫按20%抽樣檢測。焊縫檢測時(shí)根據同一施焊條件的焊縫數量計算百分比,對熱軋H型鋼對接焊縫周?chē)哪覆囊惨M(jìn)行檢測。焊縫檢測時(shí)需注意焊縫表面是否出現裂紋、氣孔、咬邊、焊高不足等情況,并進(jìn)行記錄。對于內部缺陷通過(guò)超聲波進(jìn)行檢測,檢測焊縫是否存在夾渣、未熔合、未焊透等缺陷。
4.2 焊接裂紋及防止措施
在焊接構件施工過(guò)程中,焊接裂紋是難處理的一種缺陷。裂紋較輕微時(shí)還可返修,裂紋較嚴重時(shí)構件只能報廢。焊接裂紋包含以下幾種類(lèi)型:弧坑或焊腳或焊縫根部裂紋、焊縫或熔合線(xiàn)或熱影響區裂紋、表面或內部貫穿裂紋、層狀撕裂等[8]。該工程的樓面桁架采用了整體提升的施工方法,在提升前和提升后,針對上述問(wèn)題進(jìn)行了全焊縫的檢查。經(jīng)檢查,發(fā)現在樓面桁架進(jìn)行拼裝焊接的前期始終未發(fā)現裂紋缺陷,但在拼裝基本成形后,由于桁架內應力隨著(zhù)拼裝過(guò)程不斷處于變化的狀態(tài),在重型熱軋H型鋼R角位置,由于受較大的焊接應力影響,所以在對現場(chǎng)700余處過(guò)焊孔檢查時(shí),發(fā)現5處從過(guò)焊孔位置向腹板延伸的裂紋,裂紋長(cháng)度均<50mm。現場(chǎng)及時(shí)鉆止裂孔后,對這些裂紋進(jìn)行修復處理,并對所有主焊縫存在疑似裂紋的位置進(jìn)行磁粉和超聲波檢測,對焊縫兩側500mm范圍內進(jìn)行二次打磨,對母材進(jìn)行檢測,未再發(fā)現相關(guān)缺陷。
經(jīng)研究發(fā)現,焊縫裂紋出現位置相同,全部出現在熱軋H型鋼的下翼緣與腹板交接位置,且均為坡口側裂紋。熱軋H型鋼的上翼緣處由于過(guò)焊孔的存在,故不易形成應力集中。而下翼緣上平焊坡口側腹板與翼緣連接焊縫更近,在熱影響區更容易形成應力集中。與其他未出現焊縫裂紋的相同桁架位置進(jìn)行對比,發(fā)現存在質(zhì)量問(wèn)題的下翼緣過(guò)焊孔存在R角半徑偏小,且存在加工質(zhì)量偏差較大的情況。裂紋產(chǎn)生區域如圖3所示。
圖3 裂紋產(chǎn)生區域
針對重型熱軋H型鋼的焊接,需要嚴格執行預定的焊接構造措施,設置規范的坡口及過(guò)焊口,對于小角度、窄間隙的焊接坡口,容易造成焊縫成形系數過(guò)小的問(wèn)題,應該避免使用這種坡口。焊接過(guò)程中應盡量減少焊接應力對型鋼的影響,確保焊接材料的化學(xué)成分與焊接母材匹配,同時(shí)對焊接過(guò)程中的電流與速度進(jìn)行控制,焊前要加強預熱,以此來(lái)減緩焊縫在冷卻結晶過(guò)程中的冷卻速度。通過(guò)制定合理的焊接順序,使大多數焊縫在較小的拘束度下焊接地減少焊縫收縮拉力;同時(shí)焊后須要對焊縫進(jìn)行消氫處理,使焊縫中的氫含量降低,從而有效地減少冷裂紋的出現[4]。
4.3 補強措施
(1)焊縫表面缺陷
主要表現為焊縫表面出現的未焊滿(mǎn)、咬邊、裂紋、電弧擦傷、根部收縮、夾渣、接頭不良及氣孔等,大部分缺陷能夠通過(guò)肉眼直接發(fā)現。但是,不同等級的焊縫質(zhì)量要求也會(huì )不同,通常采取磁粉或滲透檢測來(lái)確定裂縫的大小。針對焊縫表面缺陷的處理,通常采用打磨機進(jìn)行打磨或使用鏟鑿、鉆、銑等方法進(jìn)行完善;針對焊縫尺寸存在不達標或者弧坑未填滿(mǎn)等問(wèn)題,采取補焊的方法進(jìn)行處理;而對焊縫表面產(chǎn)生裂紋的問(wèn)題,則需要采取碳弧氣刨除去裂紋的方法,重新焊接,以此來(lái)修復裂紋[9]。
(2)內部缺陷
在檢測后發(fā)現的內部缺陷,須要對返修部位的長(cháng)度、深度等信息進(jìn)行確認,并附加返修方案。在返修前,可用砂輪或碳弧氣刨清除返修部位的滲碳層,使其露出純凈的金屬光澤,以方便仔細檢查裂紋清除是否如出現焊縫長(cháng)度過(guò)長(cháng)的情況,可對其進(jìn)行分段退焊。當返修部位出現焊接中斷的情況,則須采取后熱或者相應的保溫措施,再次對返修部位進(jìn)行焊接時(shí)則需要先進(jìn)行無(wú)損檢測,確認無(wú)裂紋后才可以進(jìn)行補焊[5]。補焊時(shí)若預熱溫度比原焊接預熱溫度高,且正反面在相同部位時(shí),不允許進(jìn)行超過(guò)兩次的返修。補焊后仍需要進(jìn)行再次檢測,若返修還有不合格的情況,則須重新書(shū)寫(xiě)返修方案,在調查清楚原因后再次進(jìn)行返修。補焊后若檢測合格,則要詳細編寫(xiě)施工記錄和無(wú)損檢測報告等相關(guān)材料,以便進(jìn)行歸檔留存。在焊接過(guò)程中產(chǎn)生變形的構件,可以采用溫度≤900℃的熱矯正,使構件恢復正常。若采用熱矯正和機械矯正同時(shí)進(jìn)行的方法,則須注意避免出現藍脆現象,在加熱后要注意緩慢冷卻。
(3)過(guò)焊孔裂紋處理
當過(guò)焊孔裂紋向翼緣延伸時(shí),考慮翼緣鋼板厚度較厚,結構部位重要性更大[10],需進(jìn)行換板處理;當過(guò)焊孔裂紋向腹板進(jìn)行延伸時(shí),考慮腹板鋼板厚度較薄,結構部位重要性相對較小,可采取裂紋修復的方法進(jìn)行處理。
根據GB 50661—2011《鋼結構焊接規范》相關(guān)要求,確定裂紋的起止點(diǎn),在起止點(diǎn)位置分別鉆一個(gè)直徑為12~16m m的止裂孔,以此來(lái)清除裂紋;同時(shí)在腹板一側增加一個(gè)規格為20mm×200mm×300mm的補強板(見(jiàn)圖4),另一側加工成一個(gè)側邊斜面角>10°的凹槽,并在碳弧氣刨后清理掉滲碳層。接著(zhù)根據全焊透對接焊縫的要求,將溫度調整到100~150℃進(jìn)行預熱,通過(guò)低氫焊接的方法進(jìn)行焊接。焊接結束后,需要進(jìn)行超聲波和磁粉檢測。經(jīng)檢測合格后,要在焊縫位置粘貼膠帶對其進(jìn)行保護,方便使用防火涂料后仍然可以進(jìn)行觀(guān)察。

a)起止點(diǎn)鉆孔止裂

b)背面焊接25mm厚補強板

c)正面刨成斜口、全熔透焊接

d)焊后檢測
圖4 下翼緣裂紋補強處理
5結束語(yǔ)
重型熱軋H型鋼相比焊接H型鋼應用于工程中不僅大大增加了工程施工的便利性,降低了加工成本,而且結構內部應力更小,質(zhì)量更可靠。在大跨度樓面桁架中,重型熱軋H型鋼的材料性能與力學(xué)性能滿(mǎn)足設計要求,在焊接工程中,應按照焊接工藝評定的要求執行各項標準規定,規范開(kāi)坡口和過(guò)焊口。由于重型熱軋H型鋼應用時(shí)涉及較多厚板焊接,所以焊前預熱和焊后保溫需嚴格執行工藝要求。焊后進(jìn)行無(wú)損檢測,對于產(chǎn)生的缺陷,制定合理的返修補強措施,確保桁架焊接質(zhì)量。
最新資訊
-
 H型鋼生產(chǎn)常見(jiàn)五種軋制缺陷
H型鋼生產(chǎn)常見(jiàn)五種軋制缺陷近幾十年來(lái),隨著(zhù)連鑄技術(shù)的進(jìn)步和在線(xiàn)計算機控制軋制自動(dòng)化程度的提升,H型鋼生產(chǎn)工藝也日益成熟。從異形坯到成品的軋制過(guò)程,受到軋件溫度相對較低、金屬塑性變差等條件的限制。首要的是要防止在軋制過(guò)程中產(chǎn)生橫向金屬流動(dòng),其辦法是必須保證機架的驅動(dòng)水平輥與從動(dòng)立輥的直徑比控制在3:1。同時(shí)在設計孔型和軋機調整時(shí)要保證軋件腿部與腰部的延伸一致,否則將會(huì )影響成品尺寸的準確和外形的完整。
-
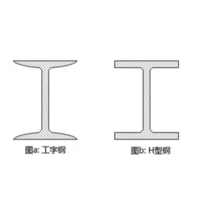 H型鋼和工字鋼到底有啥區別?
H型鋼和工字鋼到底有啥區別?常有人問(wèn)到工字鋼與H型鋼形狀相似,他們到底有啥區別呢?很多人都不能詳解。這里為大家做一個(gè)詳盡的解答:很多人認為工字鋼是國內的叫法,H型鋼是國外的叫法,其實(shí)這個(gè)認知是錯誤的。H型鋼和工字鋼從形狀上來(lái)說(shuō)是不一樣的,見(jiàn)下圖:
-
 2023年下半年國內鋼材市場(chǎng)展望
2023年下半年國內鋼材市場(chǎng)展望一季度旺季預期推動(dòng)鋼價(jià)上行:開(kāi)年經(jīng)濟進(jìn)入復蘇軌道,在宏觀(guān)預期回暖、基建開(kāi)工項目增多以及地產(chǎn)銷(xiāo)售回暖的驅動(dòng)下,一季度鋼價(jià)呈現上漲;
-
 消失的鋼材需求,去哪兒了?
消失的鋼材需求,去哪兒了?進(jìn)入7月份以來(lái),溫度日益升高,人們普遍感覺(jué)酷暑難挨。然而,鋼鐵行業(yè)在這個(gè)盛夏里卻沒(méi)有一點(diǎn)熱度,如同步入了北極的冰天雪地一樣寒氣逼人,行業(yè)利潤水平已經(jīng)處于2015年以來(lái)的新低。
-
 螺旋鋼管的生產(chǎn)體現在哪些方面?
螺旋鋼管的生產(chǎn)體現在哪些方面?本公司常年備有現貨庫存,選鋼材就選【贛達鋼鐵】,20年專(zhuān)注鋼材,品牌服務(wù),超過(guò)10000家供應企業(yè),鋼材批發(fā),可貨到付款,專(zhuān)注批發(fā)銷(xiāo)售角鋼,槽鋼,工字鋼,H型鋼,鋼板,中厚板,花紋板,鍍鋅方管,鍍鋅圓管,無(wú)縫鋼管,不銹鋼板材,不銹鋼型材,不銹鋼管材, 配件彎頭等各種加工 鋼板,彎圓服務(wù),做到加工,物流配送一站式服務(wù),公司全省物流都發(fā),歡迎前來(lái)本公司實(shí)體店咨詢(xún)洽談! 13507910339吳總? 0791-88222520
-
 涂塑鋼管簡(jiǎn)介
涂塑鋼管簡(jiǎn)介本公司常年備有現貨庫存,選鋼材就選【贛達鋼鐵】,20年專(zhuān)注鋼材,品牌服務(wù),超過(guò)10000家供應企業(yè),鋼材批發(fā),可貨到付款,專(zhuān)注批發(fā)銷(xiāo)售角鋼,槽鋼,工字鋼,H型鋼,鋼板,中厚板,花紋板,鍍鋅方管,鍍鋅圓管,無(wú)縫鋼管,不銹鋼板材,不銹鋼型材,不銹鋼管材, 配件彎頭等各種加工 鋼板,彎圓服務(wù),做到加工,物流配送一站式服務(wù),公司全省物流都發(fā),歡迎前來(lái)本公司實(shí)體店咨詢(xún)洽談! 13507910339吳總? 0791-88222520

